

Автоматическое оборудование для вырубки элементов в производстве призматических аккумуляторов
Бағасын нақтылаңыз
- Под заказ
- Көтерме және бөлшек сауда
- Коды:YK-DP400-L01B
 Жіберу 13 мая 2026
Жіберу 13 мая 2026
- +7 (708) 965-41-55Офис Call-центр
Функция оборудования:
Функция размотки
Используются два механизма размотки с индивидуальным сервоуправлением для автоматической подачи материала.
· Функция коррекции отклонений
Система коррекции смещения материала между размоткой и подачей электрода перед пробивкой.
· Система контроля натяжения ленты
Управление натяжением осуществляется независимо в двух буферных зонах, что снижает вибрации при высокоскоростной вырубке.
· Формирование ушек электрода металлическим штампом
Применяются штампы из вольфрамовой стали с длительным сроком службы и минимальными заусенцами после пробивки.
· Удаление пыли с роликов оборудования
Система пылеудаления с прижимных роликов.
· Очистка электрода до вырубки
Перед вырубкой электроды очищаются с помощью щётки и вакуумного пылеудаления.
· Функция резки отдельных чипов (электродов)
Используется сервопривод с кулачковым механизмом и вольфрамовыми штампами с высокой точностью и долгим сроком службы.
· Функция подачи одиночного электрода
Электрод транспортируется тремя вакуумными лентами. В процессе транспортировки производится двусторонняя очистка и отбраковка дефектных электродов.
· Двусторонняя очистка электрода от пыли
По умолчанию применяется фетровый валик с отсосом пыли (вакуум), возможно подключение бесконтактного антистатического пылеудалителя — опционально.
· Оптический контроль CCD с двух сторон и маркировка дефектов (опционально)
CCD-камеры сканируют обе стороны электрода. Машина маркирует дефектные участки, и эти участки автоматически пропускаются при формировании ушка. Функция не установлена по умолчанию, но предусмотрено место для монтажа.
· Распознавание цветных меток дефектов (если электрод промаркирован как дефектный, система автоматически исключает его из потока.)
· CCD-контроль размеров отдельных электродов
Проверка геометрии каждого электрода. Все отклонения приводят к автоматической отбраковке.
· Функция сбора электродов
Подсчёт и сортировка производится в приёмной коробке, где электроды укладываются аккуратно.
· Функция автоматической замены кассет
Кассеты установлены на поворотной платформе и автоматически подаются манипулятором к линии. Кассеты совместимы с ламинирующим оборудованием.
Принцип работы оборудования:
Оборудование использует принцип непрерывной подачи рулона с электродной лентой, управляемой с помощью электронного кулачка, который синхронизирует вырубку и формирование электрода. Сервопривод обеспечивает подачу с переменным шагом, адаптированным к геометрии изделия.
Общая конструкция:
Габариты оборудования : Длина — 4200 мм х Ширина — 1280 мм х Высота — 2050 мм
Масса оборудования : 1,85 тонны
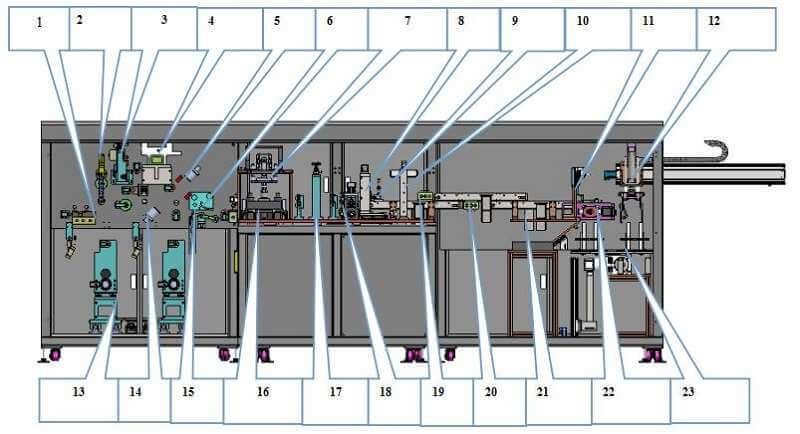
Схема общей инструкции:
-
Платформа подачи и приёма материала
-
Механизм натяжного буфера
-
Механизм тяги с роликами
-
Узел коррекции положения (децентровки)
-
CCD-система тестирования
-
Устройство нанесения клея
-
Блок вырубки и формирования ушек
-
Механизм резки
-
Датчик цветовой метки
-
Механизм CCD-контроля
-
Механизм отбраковки
-
Механизм захвата манипулятором
-
Устройство автоматической размотки с коррекцией смещения
-
Система CCD-контроля (дополнительная)
-
Механизм буферизации (кэширования)
-
Механизм штамповки
-
Механизм регулировки формата/перехода
-
Роликовый тяговый механизм
-
Система удаления пыли (1)
-
Система удаления пыли (2)
-
Контейнер для сбора бракованных изделий
-
Механизм укладки электродов в короб (аккуратная укладка)
-
Механизм смены кассет
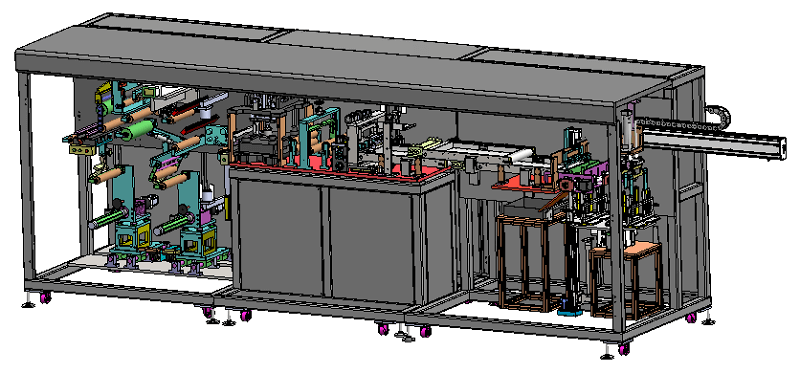
Общий чертёж оборудования:
Описание функций компонентов оборудования:
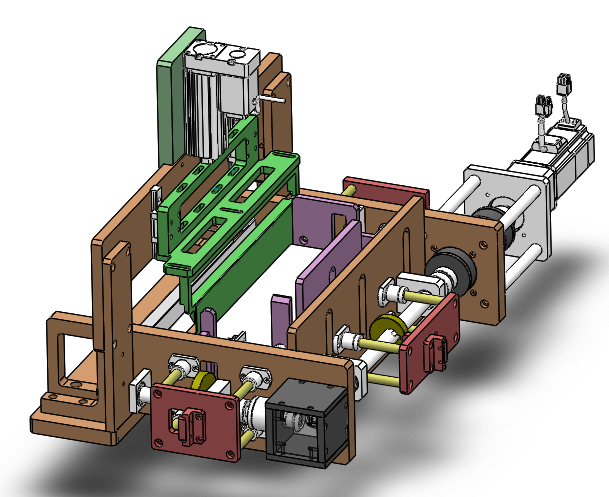
1. Устройство автоматической подачи.
- Максимальный внешний диаметр рулона: φ700 мм
- Максимальный вес рулона: 150 кг
- Внутренний диаметр втулки: 150.2 ± 0.5 мм
- Метод подачи осуществляется напрямую через тележку логистической стыковки или вручную
- Механизм размотки основапн на конструкции с пневматическим валом; на обоих концах установлены опорные роликовые подшипники — прочная и надёжная конструкция
- Оборудование оснащено: платформой для соединения ленты и вспомогательной разметочной линией для удобства ручного соединения материала
- Постоянный магнит (40 000 гаусс) установлен за приёмной платформой для удаления металлических включений с обеих сторон электрода
- Очистка от пыли: осуществляется двухсторонней щёткой-роликом до штамповки
- Прижимной механизм перед штамповкой
- Сервосистема для синхронной размотки обеспечивает стабильное натяжение
- Регулируемый диапазон натяжения: 0–150 Н; точность регулировки ±10%
- Биение оси намотки до и после подачи материала: ≤ 5 мм
- Расстояние от торца намоточного вала до внешней стороны защитного кожуха: ≤ 250 мм
- Наличие системы безопасности
- Система коррекции отклонений, основана на высокоточных CCD-датчиках, управление по обратной стороне материала, точность коррекции: ±0.2 мм
Система контроля натяжения ремня:
Управление натяжением ремня на размотке осуществляется с помощью двух механизмов:
-
Часть размотки с воздушным расширительным валом управляется отклонением цилиндра с низким коэффициентом трения, что позволяет контролировать натяжение в процессе размотки;
-
Во время пробивки штампом ремень движется вверх и вниз, при этом сервомотор через винтовую передачу компенсирует длину подачи. Например, при подъеме и опускании штампа сервомотор оперативно вытягивает полюсный лист, чтобы обеспечить постоянное натяжение в процессе транспортировки;
-
Качающееся звено оснащено высокоточным пропорциональным клапаном, высокоточным потенциометром и цилиндром с низким трением для синхронной подачи материала;
-
Винтовая передача управляется сервоприводом по аналоговому сигналу, при этом величина натяжения может быть задана в зависимости от ширины полюсного листа.
Устройство для пробивки и формовки вкладок:
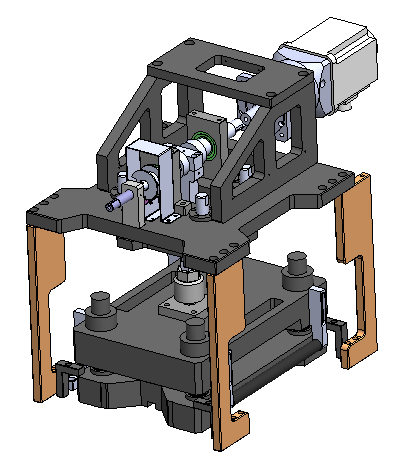
Применяется формовка язычка методом пробивки с использованием металлической пуансоно-матрицы с выступами и впадинами.
-
Пробивка верхним и нижним штампом осуществляется по принципу «контакт в одной точке» (ножничный тип);
-
Сервопривод с кривошипом обеспечивает высокоскоростное выполнение пробивного действия. В процессе резки полюсный лист не повреждается, не осыпается, не образует острых углов и других дефектов;
-
Оснастка легко снимается и устанавливается, ширина полюсного листа просто регулируется. Возможно изменение размеров в пределах диапазона, время переналадки — менее 1 часа;
-
Под штампом установлено воронкообразное устройство сбора отходов, которое немедленно отсасывает образующийся мусор и направляет его в ящик для утилизации (очистка — один раз за смену, время очистки ≤ 5 минут);
-
Верхний штамп оснащён функцией обдува положительным давлением для охлаждения, что увеличивает срок службы штампа;
-
Пробивной механизм оснащён защитным световодом и защитным кожухом;
-
В системе используется высокоточный датчик коррекции отклонения CCD, обеспечивающий точность коррекции не менее ±0,2 мм.
Устройство протяжки ленты:
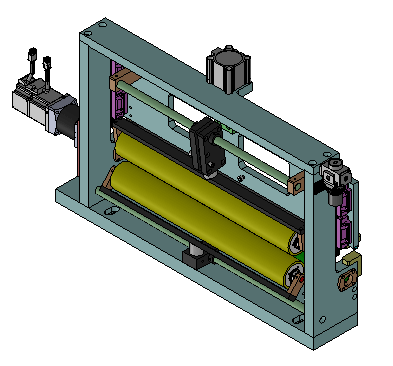
Протяжка и транспортировка материалной ленты осуществляется с помощью двух комплектов узлов протяжных роликов:
-
Первый комплект обеспечивает синхронную транспортировку материала в процессе намотки с высокоскоростным управлением;
-
Второй комплект обеспечивает синхронную транспортировку полюсного материала в процессе пробивки центра с высокоскоростным управлением;
-
Используется функция подачи на неравномерное расстояние с сервоприводом;
-
Перед протяжным роликом установлен направляющий ролик, предотвращающий повреждение таба (вывода) после пробивки. Направляющий ролик легко регулируется при смене модели;
-
Оба ролика оснащены роликами для удаления пыли, которые устраняют пыль, накапливающуюся во время протяжки;
-
Прижимной ролик прижимается автоматически с помощью пневмоцилиндра, что облегчает заправку материала.
Режущий механизм:
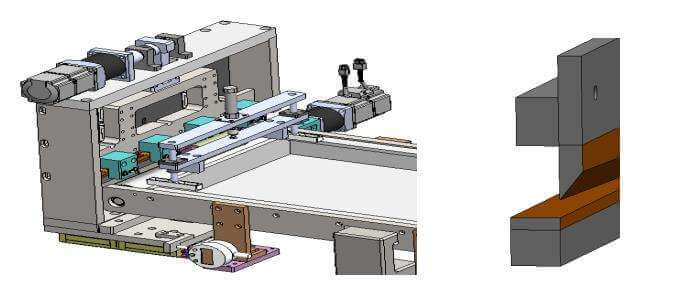
В процессе резки полюсных пластин предусмотрена функция предварительного прижатия спереди и протяжной ролик сзади, чтобы обеспечить пластичность полюсной пластины перед резкой и точность размеров при резке;
-
После резки оборудование оснащено индуктивным оптоволоконным датчиком, предотвращающим ошибочный подсчет нескольких обрезков как одного элемента;
-
В нижнем ноже установлена система вакуумного пылеудаления;
-
Используется встроенный нож из твердого сплава (вольфрамовая сталь), что снижает затраты на обслуживание и замену;
-
Процесс резки оснащен функцией подсчета.
Функция коррекции электрода в подающем боксе
Особенности конструкции:
|
Особенности |
Преимущества |
|
Бесконтактная очистка |
Исключает риск появления следов и повреждений на поверхности электрода, не мешает отслеживанию положения электрода на ленте |
|
Интеграция электростатического контроля |
Нейтрализует статическое электричество, улучшает эффективность очистки и предотвращает повторное загрязнение поверхности электрода |
|
Универсальная система «фиксированного порта» |
Фиксированное соединение трубопровода очистной головки облегчает её установку |
|
Баланс воздушных потоков |
Полностью контролируется отклонение между потоком воздуха на обдув и вакуумным отсосом |
|
Автоматическое управление вакуумом |
Снижает частоту ручной настройки оператором, автоматически поддерживает оптимальный эффект очистки |
|
Отсутствие изнашиваемых компонентов |
Уменьшает эксплуатационные затраты |
|
Бесшумная работа |
Исключает проблемы шума, связанные со здоровьем и безопасностью персонала |
Системные функции:
- Интеллектуальная классификация: с использованием технологий машинного обучения и искусственного интеллекта возможно самообучение и автоматическая классификация дефектов в соответствии с определениями пользователя;
- PostgreSQL:используется самая передовая открытая СУБД для хранения изображений дефектов, информации о расположении, размере и других параметрах;
- Автоматическое архивирование: данные о дефектах могут автоматически сохраняться на внешние устройства или системы в соответствии с пользовательскими настройками;
- Разнообразная отчётность: предоставление отчётов о результатах тестирования и статистических данных в виде таблиц и графиков;
- Анализ равномерности поверхности: отображение цифровых данных о равномерности поверхности материала в реальном времени;
- Практичный и удобный интерфейс: включает функции удаления и маркировки серьёзных дефектов и другие полезные инструменты, удобные для операторов;
- IO-интерфейс: поддерживает входные и выходные сигналы, такие как сигнал тревоги, обрыв материала, замена рулона, запуск и остановка;
- Интерфейс интеграции на предприятии: основан на операционной системе Windows, поддерживает соединение с другими системами и оборудованием клиента через TCP/IP, Ethernet, OPC и другие протоколы;
- Удалённый доступ и обслуживание: при подключении оборудования к Интернету возможны обновление и обслуживание системы через удалённый доступ;
- Техническая поддержка: круглосуточная поддержка 7 дней в неделю через Интернет и горячую линию.
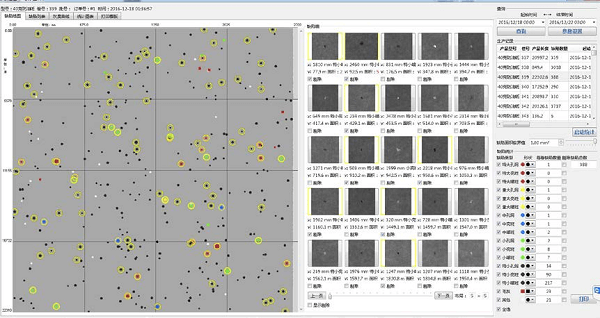
Интерфейс системы обнаружения:
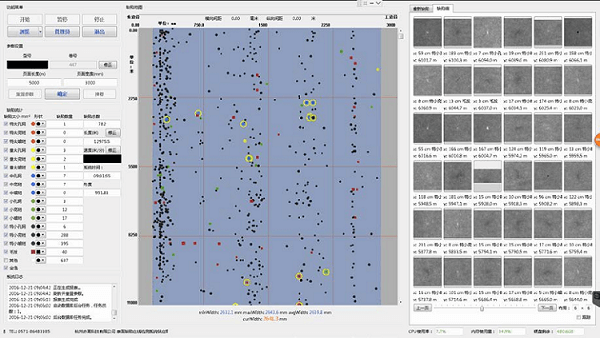
Окно просмотра отчётности:
Отчёт об устранении дефектов:
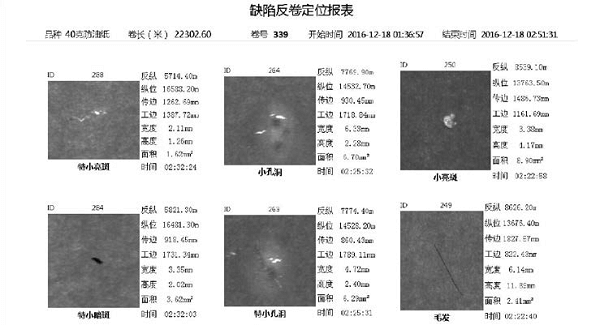
Таблица основных индексов точности обнаружения дефектов:
|
Название дефекта |
Контрольный размер |
|
Край покрытия |
≥ 0.5 мм |
|
Ширина язычка |
≥ 1 мм |
|
Частицы, ямки и пузыри |
Диаметр ≥ 1 мм |
|
Вмятина |
Диаметр ≥ 1 мм |
|
Утечка фольги |
Диаметр ≥ 0.5 мм |
|
Материал в язычке |
Площадь дефекта ≥ 1 мм² |
|
Тёмное пятно |
Диаметр ≥ 0.5 мм |
|
Отслаивание по краю |
Площадь дефекта ≥ 1 мм² |
|
Трещина |
Ширина ≥ 0.5 мм; Длина ≥ 10 мм; Количество ≥ 3 полос |
Устройство нанесения этикеток:
- Оборудовано комплектом машины для наклеивания этикеток, скорость наклеивания соответствует скорости резки. Центровка этикетки и расстояние до внутреннего края электрода регулируются, точность составляет ±2 мм.
- Размер этикетки: ширина — 12 мм, длина — 14 мм (может быть изменён пользователем по индивидуальному заказу).
Размер и характеристики входящих материалов:
|
Параметр |
Характеристика |
|
Ширина подачи |
300–420 мм (включая ушко) |
|
Толщина входящего материала |
Катод: 9–200 мкм; Анод: 9–200 мкм |
|
Внутренний диаметр размоточного барабана |
6 дюймов (φ150,2 мм) |
|
Применяемые системы |
Литий-железо-фосфат, литий-кобальт-оксид, литий-марганат, тройные материалы, графит и др. суспензии для батарей и конденсаторов |
|
Внешний диаметр электродного листа |
≤ φ700 мм |
|
Метод нанесения покрытия |
Непрерывное нанесение |
|
Погрешность ширины покрытия |
≤ ±2 мм |
Требования к входящим материалам для производства:
-
Погрешность равномерности торцевой поверхности намотки: ±5 мм
-
Змееобразная погрешность (серпантин) : X ±2 мм/м
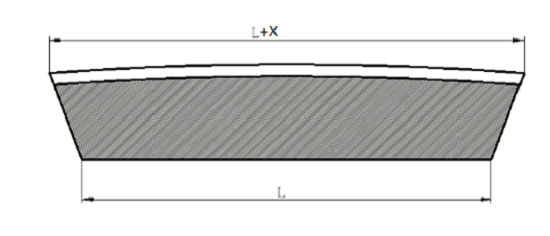
- Волнистость электрода: X ±5 мм/м
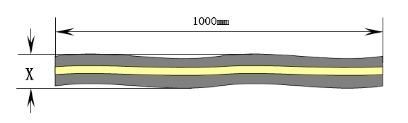
- Обеспечивает долгий срок службы штампа за счёт поддержания стабильной толщины материала в зоне резки — изменение толщины в точке реза составляет не более 10 мкм.
Технологический процесс оборудования:
|
Диапазон размеров и точность электрода после пробивки |
||
|
Параметр |
Размер (мм) |
Точность |
|
Ширина электрода (W) |
40 ~ 110 |
±0,2 мм |
|
Высота электрода (H) |
60 ~ 160 |
±0,25 мм |
|
Толщина электрода (Ht) |
10 ~ 30 |
±0,2 мм |
|
Расстояние между электродами |
5 ~ 20 |
±0,25 мм |
|
Ширина токовывода (Wt) |
6 ~ 65 |
±0,2 мм |
|
Заусенец по вертикали (vh) |
≤7 мкм |
— |
|
Заусенец по краю (vk) |
≤25 мкм |
— |
Технические показатели параметров оборудования:
|
№ |
Параметр |
Характеристика |
|
1 |
Метод пробивки |
Штамповка матрицей |
|
2 |
Срок службы штампа для ушек и меток |
Отрицательный электрод: 1 млн ударов / заточка, ≥10 заточек |
|
3 |
Условия загрузки |
Ручная загрузка рулонов, функция обнаружения остатка материала и сигнализация |
|
4 |
Устройство коррекции положения электрода |
Точность коррекции: 0.1 мм при отсутствии дефектов кромки материала |
|
5 |
Контроль натяжения электрода |
Точность контроля натяжения < 10% |
|
6 |
Штамповочная матрица |
SKD-11 + импортированный сплав вольфрамовой стали |
|
7 |
Устройство удаления пыли |
Очистка обеих сторон электрода после пробивки |
|
8 |
Магнитное притяжение |
Постоянный магнит ≥ 40000GS |
|
9 |
CCD-контроль |
CCD-устройства установлены с обеих сторон полюсного элемента |
|
10 |
Конфигурация CCD |
2 камеры 8K, 2 источника света |
|
11 |
Область обнаружения CCD |
Макс. 450 мм (ширина покрытия: 400 мм) |
|
12 |
Объекты тестирования CCD |
Дефекты покрытия: оголённая фольга, сухой материал, пятна, царапины, инородные включения и др. |
|
13 |
Точность CCD |
По горизонтали: 0.1 мм, по вертикали: 0.1 мм (при скорости 80 м/мин) |
|
14 |
Прочие функции CCD |
Сигнализация или маркировка по размеру, типу, плотности и позиции дефектов. Хранение данных в SQL, экспорт в MES/БД. Формирование отчётов через Reporteranger, возможность маркировки кромок, поддержка потоковки дефектов для последующих операций. |
|
15 |
Устройство маркировки |
Механизм отрезки и нанесения этикеток, скорость соответствует скорости подачи, нанесение в зоне ушка |
|
16 |
MES-система |
Интерфейс совместимости со всеми процессными MES |
|
17 |
Производительность |
≥120 шт/мин, коэффициент готовности ≥95%, выход годной продукции ≥98% |
|
18 |
Время быстрой смены |
Замена одной матрицы — не более 1 человек * 1 час |
|
19 |
Прочие требования |
Удалённое обновление ПО, тест аппаратных узлов, защита данных, многоуровневое управление (3 уровня), запись времени работы оборудования, ежедневная выгрузка отчётов в формате CSV через FTP, хранение не менее 2 дней истории |
|
20 |
Вибрационные нормы |
Интенсивность вибрации соответствует ISO 2372 (≤ 0.45 мм/с) |
|
21 |
Средства безопасности |
Защитные двери, защита от проникновения, аварийная остановка, предупреждающие надписи |
Основные компоненты оборудования:
|
Наименование |
Бренд |
|
ПЛК (программируемый контроллер) |
Panasonic |
|
Сенсорный экран |
Weinview |
|
Частотный преобразователь |
Schneider |
|
Серводвигатель |
Panasonic |
|
Шаговый двигатель |
Leisai |
|
Цилиндры и пневмокомпоненты |
SMC |
|
Линейная направляющая и винт |
THK |
|
Датчик |
Keens |
|
Подшипник |
NSK |
|
Электромагнитный клапан |
SMC |
|
Контроллер температуры |
OMRON |
|
Автоматический управляющий клапан |
Shanghai Ziyi |
|
Вакуумметр / манометр |
SMC |
|
Низковольтные электрокомпоненты |
Schneider |
|
CCD-контроль |
Chixiao Technology |
|
Штамп |
Wei Sheng |
|
Направляющая колонка штампа |
MISUMI |
|
Оптоволокно |
Panasonic |
|
Магнитный переключатель |
SMC |
|
Низковольтные электрокомпоненты (доп.) |
Schneider |
Условия эксплуатации оборудования:
|
Показатель |
Единица измерения |
Значение |
Примечание |
|
|
Потребляемая мощность всей линии |
кВт |
15 |
380 В, 3 фазы |
|
|
Сжатый воздух |
Давление |
МПа |
0.5~0.8 МПа |
|
|
|
Расход |
л/мин |
50 |
|
|
Вакуум |
Степень вакуума |
кПа |
/ |
|
|
|
Расход |
м³/ч |
/ |
|
|
|
Расход |
м³/ч |
/ |
|
|
Азот |
Давление |
МПа |
/ |
|
|
|
Расход |
м³/ч |
/ |
|
|
Расход водопроводной воды |
м³/ч |
/ |
|
|
|
Охлаждающая технологическая вода |
℃ |
℃ |
/ |
|
|
|
м³/ч |
м³/ч |
/ |
|
Запасные части:
- Пуансон (инструмент для пробивки);
- Штамп для вырубки (инструмент для формовки и вырезания).

- Бағасы: Бағасын нақтылаңыз