

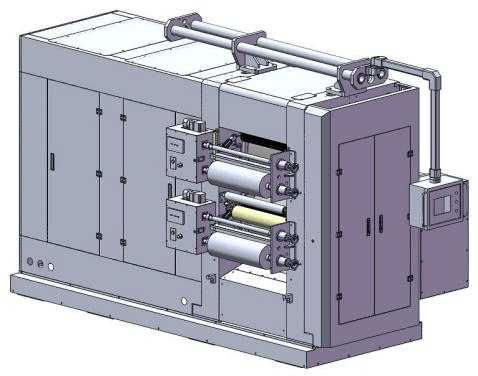
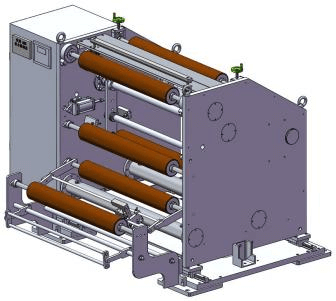
Высокоточный прокатный пресс для литиевых аккумуляторов
Бағасын нақтылаңыз
- Под заказ
- Көтерме және бөлшек сауда
- Коды:YK-800*750-L
 Жіберу 13 мая 2026
Жіберу 13 мая 2026
- +7 (708) 965-41-55Офис Call-центр
Технические характеристики оборудования:
|
Наименование |
Страна производства |
|||
|
Франция |
|||
|
Германия |
|||
|
Тайвань |
|||
|
Германия |
|||
|
Франция |
|||
|
Германия |
|||
|
КНР |
|||
|
КНР |
|||
|
КНР |
|||
|
КНР |
|||
|
Германия |
|||
|
Собственное |
|||
|
Япония |
|||
|
КНР |
|||
|
Гуаньчжоу, КНР |
Описание работы оборудования:
Притягивание электрода уплотняется до заданной толщины или заданной плотности уплотнения за счёт двойного воздействия давления и зазора между прижимными роликами, что позволяет литиевому аккумулятору, изготовленному из прокатанного электродного полотна, достичь проектной / заданной объёмной энергоёмкости и требуемых характеристик батареи.
|
Параметр |
Описание |
Примечание |
|
Подходящая система |
Непрерывный процесс прокатки положительных и отрицательных электродов для систем с литий-железо-фосфатом, литий-кобальт-оксидом, литий-марганатом, литий-никель-кобальт-марганцем и других типов аккумуляторов. |
|
|
Прокатываемый материал |
Алюминиевая фольга (10 мкм – 1,5 мм), медная фольга (6 мкм – 1,5 мм) |
|
|
Режим прокатки |
Ширина: 200–750 мм |
Расположение привода мотора |
|
Рабочее давление |
Два ролика расположены горизонтально (верхний и нижний), привод находится с правой стороны на подающем конце |
|
|
Скорость оборудования |
Обеспечивается насосной станцией постоянного давления, подходит для высоконапорной прокатки положительного и низконапорной настройки отрицательного электродов |
|
|
Режим управления |
Плавная регулировка; линейная скорость верхнего и нижнего роликов одинакова |
|
Состав и функции оборудования:
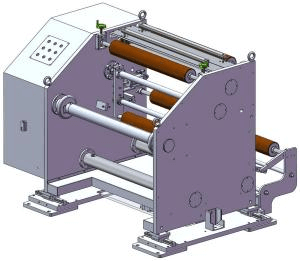
Система размотки :
|
Параметр |
Описание |
|
Узел размотки |
Размотка на надувном валу φ76 мм × 750 мм, оснащён воздушным пистолетом |
|
Приёмная платформа |
Пневматический подъём передней приёмной платформы из стального листа с прижимной плитой |
|
Контроль натяжения |
Маятниковый ролик; натяжение регулируется цилиндром с низким трением, датчик отображает силу натяжения |
|
Система коррекции отклонений |
Фотоэлектрическая коррекция + линейная направляющая (максимальный ход — 100 мм) |
|
Исполнитель коррекции |
Исполнитель отклонения Dongdeng |
|
Система вспомогательного управления |
На узлах размотки и приёмки установлены вспомогательные панели управления с кнопками аварийной остановки (динамическое торможение), паузы и др. |
|
Удаление железа перед прокаткой |
Электромагнитное устройство удаления металлических частиц; магнитная сила стержня — 10000–12000 гаусс |
Обрезной модуль перед прокаткой:
|
Позиция |
Описание |
|
Требования к подаче ножа |
Пневматический нож для подрезки (твёрдость по HRC ≥ 58). |
|
Требования к резке |
Нижний нож диаметром ¢150×50 мм. |
|
Скорость подрезки |
Автоматическая синхронизация со скоростью прокатной линии (время отклика ≤ 10 мс). |
|
Утилизация обрезков |
Возможна отдельная настройка; отсутствует падение материала и разрыв ленты по линии реза. |
|
Ширина подрезки |
Автоматический сбор; оснащён приёмным коробом. |
Система удаления пыли перед прокаткой электродов:
|
Элемент |
Описание |
|
Вакуумное всасывание |
Предусмотрен интерфейс для подключения промышленного пылесоса. |
|
Щеточная очистка |
Пневматически поднимаемый верхний блок, щетка контактирует с лентой материала и удаляет пыль, которая затем всасывается пылесосом. |
|
Удаление железа |
Электромагнитное устройство для удаления железа перед прокаткой; магнитная сила стержня 10000–12000 гаусс. Магнит в корпусе из нержавеющей стали, легко вынимается и очищается. |
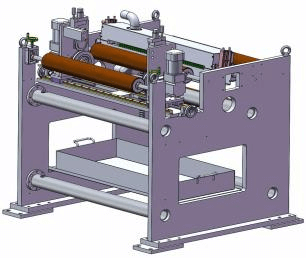
Прокатный стан для электродных лент с постоянным давлением и высокой точностью:
|
Проект |
Описание |
Примечание |
|
Установка валков |
Два валка расположены горизонтально — верхний и нижний, с цельной портальной рамой. |
|
|
Приводная система |
Структура с двумя двигателями и двойной передачей крутящего момента. |
|
|
Валковая оснастка |
Устройство регулировки зазора подшипников, система смазки с подачей масла. |
|
|
Валки для электродов |
Кованая сталь высокого сплава, двойная закалка токами средней частоты, переплав шлаковым электродом. |
9Cr3Mo. |
|
Скорость прокатки |
0–30 м/мин, цифровая настройка, бесступенчатое изменение скорости, система ЧПУ с регулированием частоты. |
|
|
Рабочее давление |
Давление создается двумя гидравлическими станциями. |
Предусмотрена онлайн-регулировка давления. |
|
Регулировка зазора валков |
Диапазон регулировки 0–2 мм, цифровая настройка, автоматическая регулировка. |
Минимальный шаг настройки: 0,001 мм. |
|
Очистка валков |
Автоматическое протирание поверхности валков. |
|
|
Защита безопасности |
Защитный кожух из нержавеющей стали на входе материала. Оснащен кнопками экстренной остановки и паузы. |
|
Устройство автоматической очистки валков ( только для отрицательного электрода) :
Описание функции: Нетканый материал протирает валки при движении, одновременно очищаются как верхний, так и нижний вал.
Скорость протирки валков регулируется. Давление прижима нетканого материала к валку также можно настраивать.
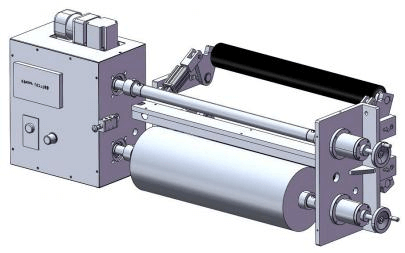
Система намотки с замкнутым контуром и постоянным натяжением:
|
Позиция |
Описание |
|
Приемная часть |
Намотка на надувной вал диаметром φ76 мм и длиной 750 мм, конструкция с запорным клапаном, в комплекте с воздушным пистолетом |
|
Приемная платформа |
Пневматический подъем передней платформы из стальной плиты и прижимной плиты |
|
Контроль натяжения |
Маятниковый вал, цилиндр с низким коэффициентом трения регулирует натяжение, датчик измеряет и отображает натяжение |
|
Система коррекции отклонений |
Фотоэлектрическая система коррекции и линейная направляющая (максимальный диапазон перемещения — 100 мм) |
|
Привод коррекции |
Исполнительный механизм коррекции Dongdeng |
|
Привод намотки |
Намоточный двигатель (2.2 кВт) |
|
Удаление железа после прокатки |
Электромагнитное устройство удаления железа из полотна, магнитная сила стержня 10000–12000 Гаусс |
Система управления с сенсорным экраном PLC:
|
Позиция |
Описание |
|
Состав системы |
Управление натяжением при размотке, фотоэлектрическая коррекция и управление коррекционным двигателем, управление двигателем ножа, управление основным приводом прокатного стана, управление гидравлической станцией постоянного давления, управление намоточным двигателем, контроль натяжения при намотке, фотоэлектрическая коррекция при намотке и управление коррекцией |
|
Макет управления |
Контроль торможения, аварийной остановки и приостановки |
|
Основные функции |
Оснащена подконсолью управления намоткой/размоткой и основной консолью; все элементы управления оборудованы аварийной остановкой |
|
Вспомогательные функции |
Кнопки «стоп» и «пауза» (динамическое торможение) |
|
Защита |
Возможность цифровой установки скорости, давления, зазора между валками и других параметров |
|
Функция счёта |
Полностью числовое управление (CNC) |
Требования к установке оборудования:
Электропитание: 3 фазы, 380 В, 50 Гц; допустимое отклонение напряжения: ±8%; общая мощность питания — 60 кВт плюс 10% запас по мощности.
Сжатый воздух: после осушки, фильтрации и стабилизации; выходное давление — более 0.6–0.8 МПа; диаметр воздушного шланга — Φ8 мм.
Температура окружающей среды: не более 28 °C.
Относительная влажность: RH ≤ 85%.
Воздушная среда на месте установки: воздух должен быть сухим, свободно циркулирующим, без кислотно-щелочной коррозии.
Фундамент под установку главного оборудования: толщина цементного основания в несущей зоне — не менее 40 см, в остальных зонах — не менее 10 см; основная часть оборудования (вальцовочный станок для электродов батарей) должна устанавливаться на бетонный фундамент с несущей способностью не менее 10 т/м².
Технические параметры:
|
Параметр |
Описание |
Примечание |
|
Эффективные размеры валков |
Φ800 мм × 750 мм, эффективная ширина прокатки: 200–680 мм |
|
|
Линейное давление между валками |
Макс. 4000 кН |
|
|
Глубина закалённого слоя |
Мин. 19 мм |
|
|
Твёрдость валков |
HRC ≥ 67, равномерность твёрдости ≤ HS ±2 |
Предоставляется протокол испытаний |
|
Шероховатость поверхности валков |
Ra ≤ 0.2 |
Предоставляется протокол испытаний |
|
Прямолинейность валков |
≤ ±0.0015 мм |
|
|
Радиальное биение (в установленном состоянии) |
≤ ±0.0025 мм |
|
|
Диапазон регулировки зазора между валками |
0–2.0 мм, цифровая настройка, точность регулировки — 0.001 мм. Левый и правый зазор идентичны |
|
|
Точность прокатки |
≤ ±0.0015 мм (точность покрытия ≤ ±0.003 мм) |
|
|
Точность управления давлением |
≤ 0.15 т |
|
|
Рабочая скорость оборудования |
Макс. 30 м/мин |
|
|
Ширина обрезки |
200–680 мм |
|
|
Макс. диаметр намотки/размотки |
Φ500 мм |
|
|
Макс. ширина подачи и намотки |
680 мм |
|
|
Макс. масса рулона |
500 кг |
|
|
Диаметр втулки рулона |
Φ76 мм |
|
|
Радиальное биение вала при работе |
≤ ±0.03 мм |
|
|
Шероховатость поверхности вала намотки/размотки |
≤ 0.15 |
|
|
Шероховатость Ra |
≤ ±0.03 |
|
|
Коаксиальность намоточного вала |
Макс. 0.2 мм |
|
|
Точность коррекции отклонения |
0–50 N (регулируемая) |
|
|
Максимальное натяжение при намотке/размотке |
— |
За исключением нержавеющей стали, окраска всех остальных элементов — международный белый цвет |
|
Цвет оборудования |
Может быть окрашен по RAL-карте заказчика |
|
|
Габариты |
Около 3.9 м × 1.8 м × 2.9 м (Д × Ш × В) |
|
|
Масса линии прокатного пресса |
Около 28 т |
|
|
Общий вес оборудования |
Около 30 т |
|
|
Основное энергопотребление |
Около 44 кВт |
|
Приложенные данные и аксессуары:
- Один экземпляр руководства по эксплуатации оборудования, инструкции по техническому обслуживанию и сопутствующей документации, включая чертежи оборудования, электрические схемы, а также диаграммы основных узлов и комплектующих.
- Список изнашиваемых частей, с указанием модели, материала, поставщика и другой информации, включая схемы изнашиваемых деталей.
|
Пункт |
Описание |
|
Состав запасных частей |
1 комплект специальных инструментов для технического обслуживания |
|
Изнашиваемые детали |
1 комплект гидравлических уплотнений трубопроводов, 1 верхний и 1 нижний нож, 2 скребка |

- Бағасы: Бағасын нақтылаңыз